
-
:18964530232
-
:021-54379817


一、什么是电磁感应加热辊?
是一种用于工业用材料连续加工生产中,可自身发热圆柱形辊体。其加热的基本原理是采用辊体内部的线圈产生电磁场,通过磁力线切割金属表面产生焦耳热而达到辊体自身发热的效果,辊面再与被加工对象材料进行热交换,并通过闭环回路的温度控制系统维持辊体设定的工作温度。
自该产品的问世以来,被广泛应用于各类高分子材料的深加工工艺,如PVC片材加工、化纤纺丝加工、复合材料加工、各类材料的烘干、无机材料的延展等领域。电磁加热辊具有良好的温度性能及传统导热油所不具备的环保及安全等方面的优势,特别是部分高温、高精度材料工艺生产中,是必不可少加热源,电磁感应加热辊发明以来很快得到各行业的认可。因电磁加热辊目前成本相对导热油辊或其它加热方式的辊体成本较高,当前市场的普及率并不高。

(一般电磁加热辊外形图样)
二、电磁加热辊结构
电磁感应加热辊内部结构较为复杂,本文只作一些大体结构的介绍。按照不同的生产工艺需要,电磁加热辊分为单轴形及双轴形两种结构形式。即辊体是由单端支撑还是双端支撑。单轴形一般应用化学纤维纺丝工艺较为多见,其次有应用于特种塑膜的烘干、牵伸等。双轴形辊体的应用更为广泛,如材料的压延、压光、压整、烘干、复合、模压、热定型、热转移等。
单轴型电磁加热辊按不同生产工艺分为一体式、分体式结构。也有与电机传动合为一体式结构。但主体结构都是由线圈装置、辊壳体、传动支撑机构、测温机构组成。

(单轴型电磁加热辊图样)
双轴型电磁加热辊结构由左端盖、右端盖、内轴加热线圈、温度测测装置等组成。
(双轴型电磁加热辊图样)
关于电磁加热辊内部结构由金属辊体、支撑轴、感应线圈、温度传感器等组成,下面我们以双轴形电磁加热辊内部结构来简要说明:
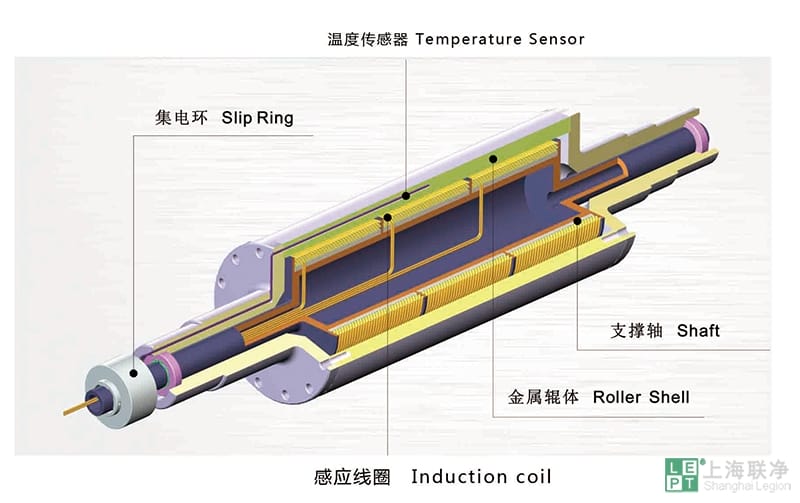
(一般双轴型电磁加热辊内部结构示意图)
感应发热方式:
电磁加热辊按感应发热方式分类,分为内置式线圈发热及外置式线圈发热两种方式。通常,内置式加热方式较为多见,因其加热的效率、安全因素及温度可控制程度要比外置式好太多。典型代表企业有日本t0kuden、上海联净等。
外置式加热

(外置线圈式电磁感应加热辊)
电磁感应加热辊采用外置式感应线圈加热辊,就是将一个或多个电磁感应线圈放置辊体周围一定距离的位置,当线圈通入交变电流时,磁力线切割辊体表面,从而产生热量。辊体感应发热时,通过不停旋转辊体,来让辊体外表面相对均匀的来接受电磁场的磁力线的切割。
采用此方案的电磁加热辊并不多见,限于一些特定的应用场景。外置线圈可以是一个或多个。此方案在日本及加拿大有应用,主要应用于导热油超大宽幅纸张(通常4米以上宽幅)烘干整形的辊面温度补偿。通常采用多个单线圈对不同部位进行热补偿,一般辊体分为99段,即在辊体的外圆周上分布距离可以调节的99个感应线圈,纸张经过辊体后加X射线扫描,检测纸张厚度,通过此数据的分析,再以由闭环系统进行每个线圈电流大小的调节。
关于内置线圈的电磁加热辊,电磁加热辊99%以上的内部线圈采用单线圈结构形式。极少情况会用多线圈结构形式。典型代表企业有日本tokuden、上海联净等。
通过单线圈,辊体内部磁场不存在多线圈结构的线圈与线圈之间相互干扰问题。制作时对于线圈磁密度分布也更好的调节,更利于温度均匀性的控制;
单线圈对于电路控制及现场线路的施工也更加简洁。操作简单、维护方便。所以,除非是温度均匀控制技术水平无法做到生产工艺要求,否则不会采用多线圈方案。
三、电磁感应加热辊的温度调节控制
1.测温方式分:按测温方式,可分为直接测温和间接测温方式。
a.直接测温,就是采用感温元件直接在辊体的表面或是辊壁内部进行测温。通常是采用在辊体内壁敷设感温元器件进行温度的采集。一般采用K型热电偶或PT100,K型热电偶测温方式,成本较为低廉,连接线需要采用专用补偿导线(变送通信传输的则不需要),相对热电阻,稳定性会更好些,不过相对感温元件成本会偏高。市场代表性企业有日本TOKUDEN、上海联净;
b.间接性测温,一般分红外测温或空气测温。
红外测温:是利用黑体辐射定律进行测温。但对于不同的材质及辊面粗糙度不同,对应的反射率会不同,加上红外接收器的检测角度、检测距离、辊面的干洁程度(不同程度的清洁会对反射率有较大影响)、使用环境等因素,会存在测量较大偏差或错误的风险性较高。
因此,红外测温较少用于电磁加热辊在线的测温系统中。如干净直空环境、高等级的无尘室,可以考虑采用红外探头方案来进行温度的测量。红外探头测温技术发展到今天也是十分成熟了,并可以将检回信号进行4~20mA输出,基于485通信的输出等。也有红外测量一条线温度或红外成像测量整个温度场温度,但都是基于工艺分析,较少有用于辊体的生产控温检测方式。
空气测温方式一般常用于化学纤维生产的电磁加热辊,多为分体式结构采用。既在辊体壁靠传动侧的端面选取合适位置进行开槽处理。将感温探头放置于该槽空间中部,当辊壁发热后,槽内空气被加热,辊体在高速度旋转中,会保持一个相对温度,控温系统对采样温度做PID运算,再控制感应线圈子电流大小进行调节。
2.测温位置:
a.测空气温度,既间接测温的常用方式,多见于部分化学纤维生产。代表性企业有日本特电、上海联净。
b.测辊壁,即在辊壁内按需要开设不同数量及长度的测温小孔,进行温度的检测,代表性企业如tokuden、上海联净。
c.测辊表面,一般采用红外测温或接触式滚轮热电偶测温。此方法可靠性较差,一般不采用。
3.温度传送方式
a.信号直接传送:将热电偶或热电阻信号直接向温度控制单元传送;
b.信号变送:将热电偶或热电阻信号先进行信号转换处理,再向温度控制单元传送。转变后的信号如4~20mA等工业常用控制信号,也可按需求,进行无线传输或有线通信传输。无线传输需要提供独立干电池供电电源,在旋转的辊体使用中,不是一种很好的方式。有线的通信传输则要来得可靠得多,通常,以工业常用的RS485形式,有较好的性价比及通用性,也可以按生产线通信实际的现场情况,选取MOBUS TCP、EtherNet/IP等工业通信协议。这类产品,最早是美国人发明,该技术在日本也较为成熟。性能及通信方面,欧州部分企业会更加有优势,同时价格适中,最主要看应用需求。因为成本关系,采用率较为低一些。国内也有这方面的产品,不过只限于小部分的应用。

联净电磁加热辊侧面
在上述温度检测手端的基础上,感温探头将辊体的温度实时采样后,送回温度控制单元进行PID过算,输信号源对电源调节模块进行控制,从而改变励磁线圈的电流大小,通过此闭环控制,达到温度高低控制的目的。
特别声明:本站所转载其他网站内容,出于传递更多信息而非盈利之目的,同时并不代表赞成其观点或证实其描述,内容仅供参考。版权归原作者所有,若有侵权,请联系我们删除。


扫描关注
上海联净官方微信
随时了解最新资讯




